

-

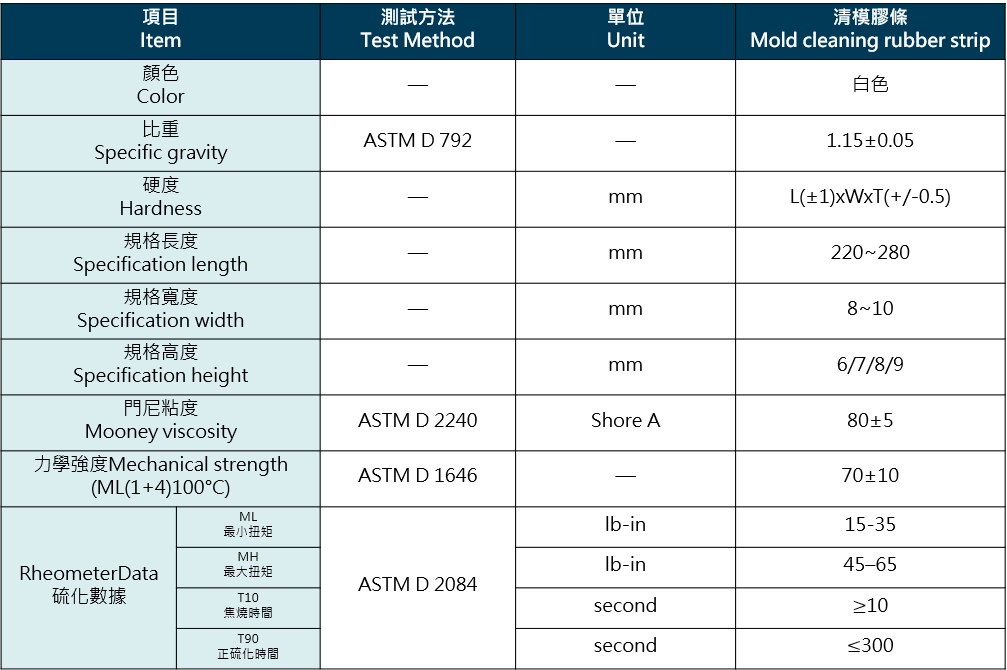
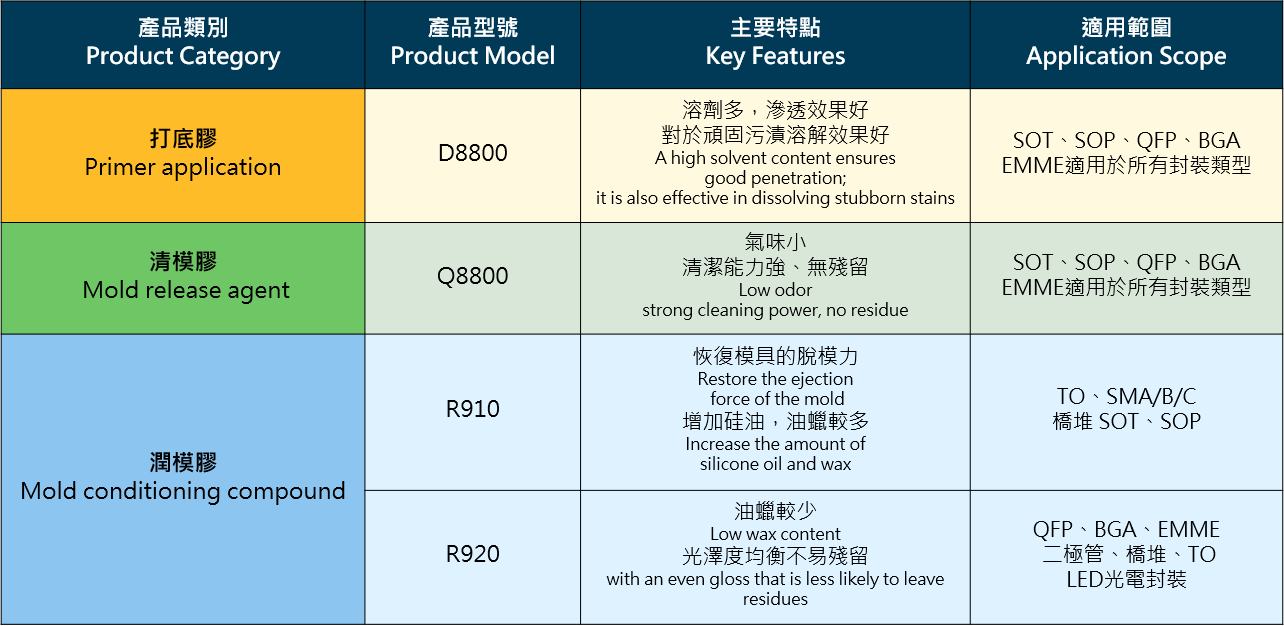
Primer adhesive
- Effectively decompose mold contamination through the actions of cleaning die materials such as dissolution, encapsulation, and scraping.
- Reduce the adhesion force of mold contamination on the mold surface through the use of cleaning agents and the like.
-

Mold release agent
- Mold cleaning, to remove mold deposits from the surface of the mold, and restore the metal surface to a smooth and clean condition.
- The adhesion of polymer materials solidifies to remove mold contamination from the mold surface.
-

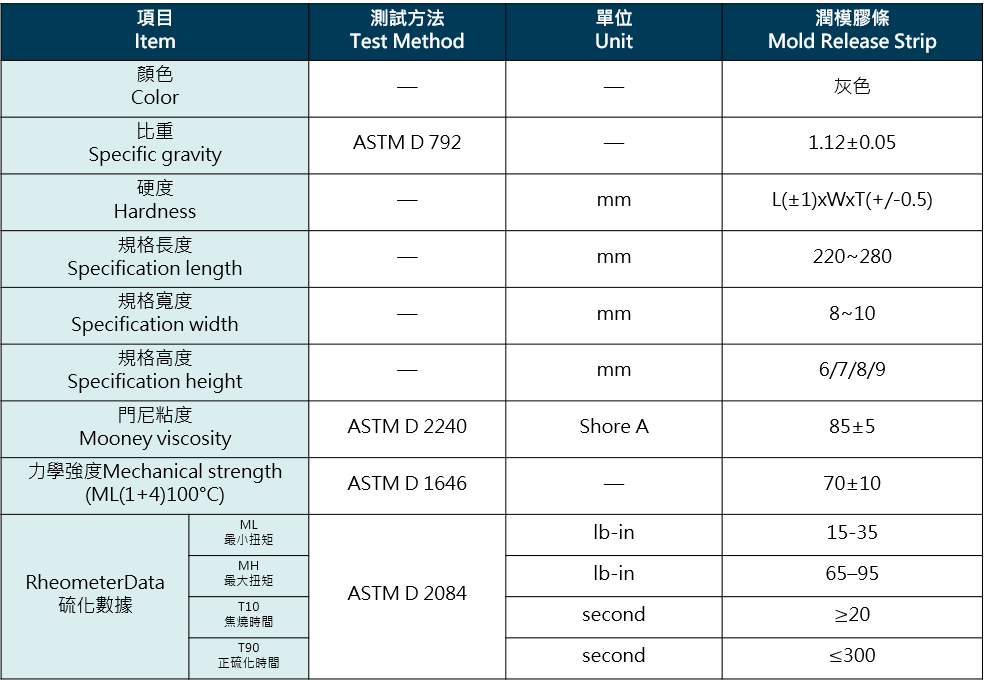
Lubricating mold tape
- Restore the mold’s release capability for the molding compound (demolding ability).
- After mold cleaning, apply a release agent wax to the surface of the mold, forming a uniform layer of release agent coating.
-

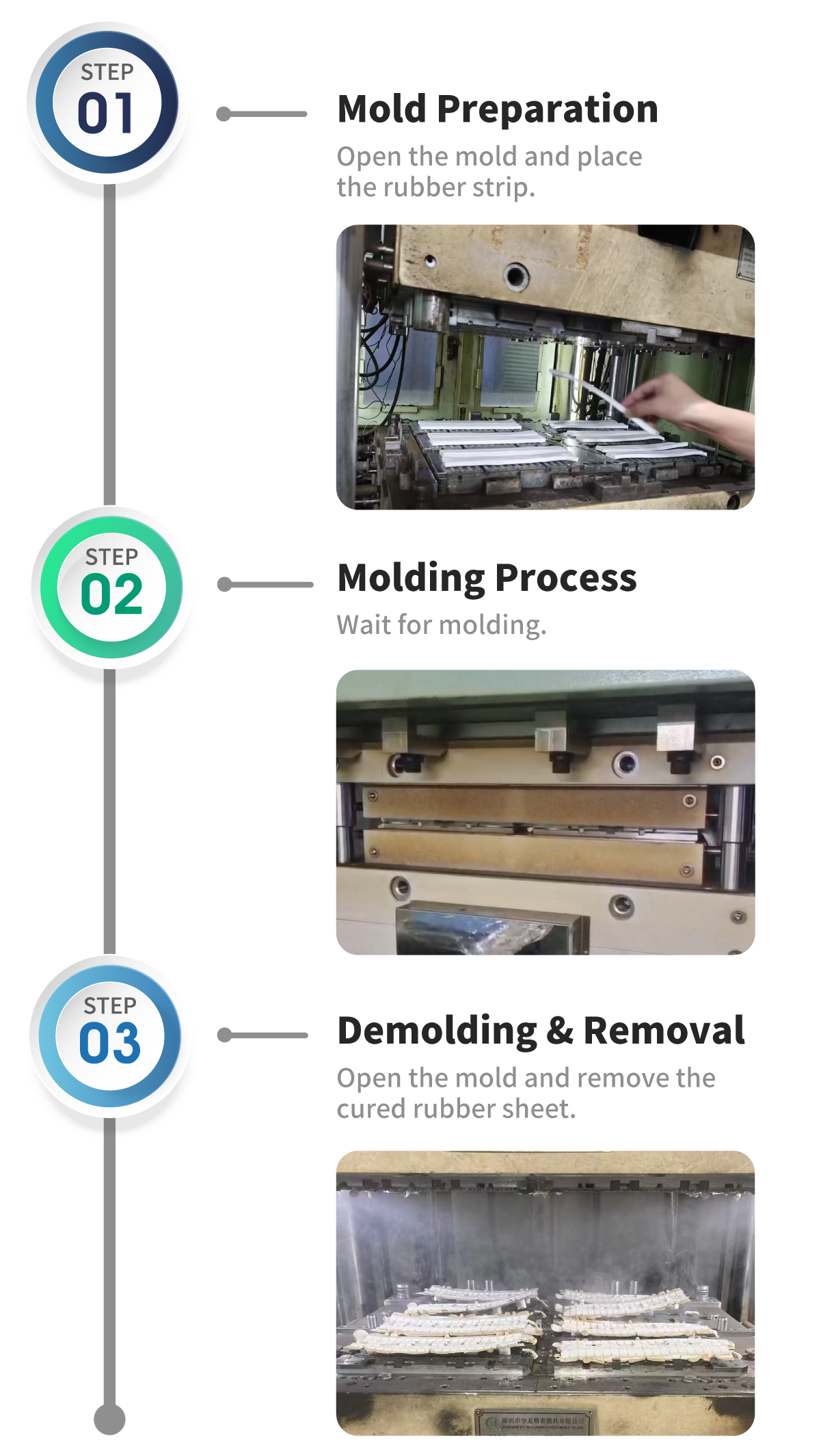
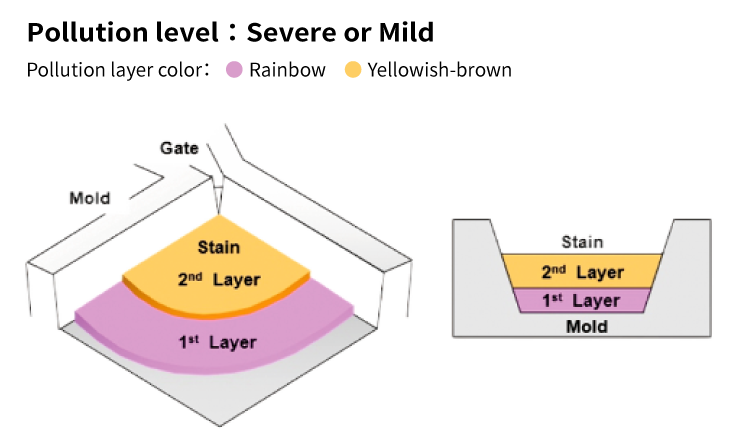
Cleaner contact with mold surface stains
The cleaner contained in the release agent penetrates into and dissolves the stains on the mold.
-

Stains are adsorbed onto the surface of the mold release strip
The dissolved stains are adsorbed onto the surface of the mold release strip by the adsorbent.
-
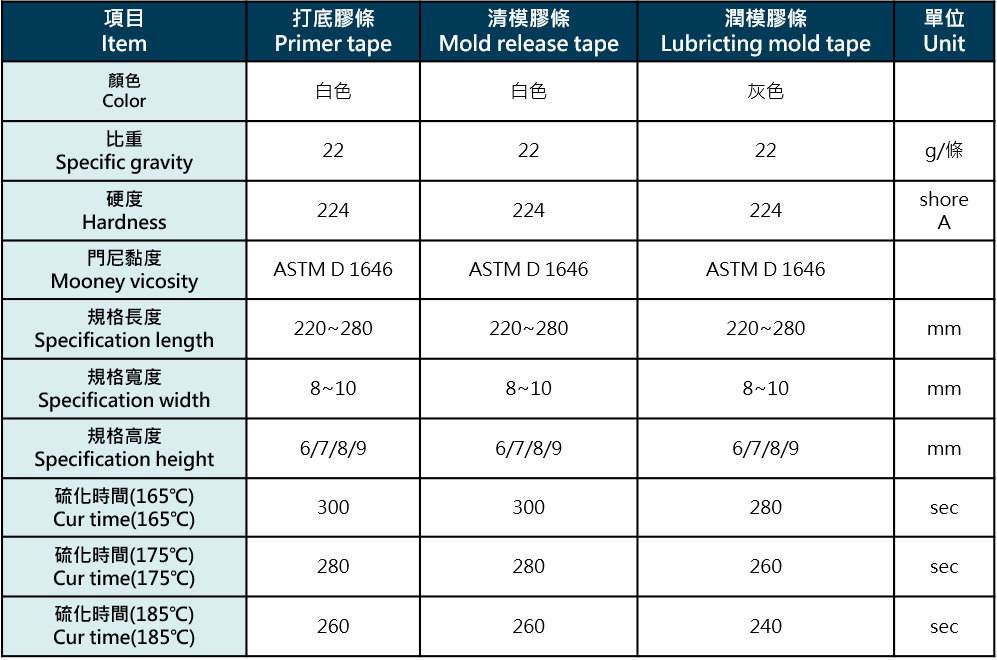
Curing of release rubber strips
The rubber strips undergo crosslinking and solidification, which enhances their strength, toughness, and facilitates demolding.
-
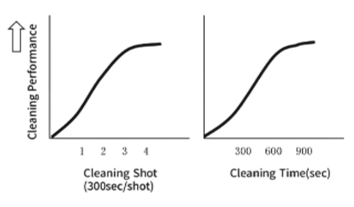
Cleaning Evaluation of Molds After Cleaning
Compound Type:
EMME-G630AYMolding Shot before Cleaning: 100shots
Mold Surface:
A88/Cr-plating, Mirror Surface

-
Mold release parameters
The test results showing the impact of cleaning time and cleaning modulus on cleaning effectiveness are as follows:
Package Types: TO, SOT, SOP, QFP, BGA, EMME
Temperature: 175°C, Pressure: 8-17 mpa,Time:450s.

Suggested mold parameters
Mold parameters suitable for the product, which can be adjusted according to specific usage requirements.
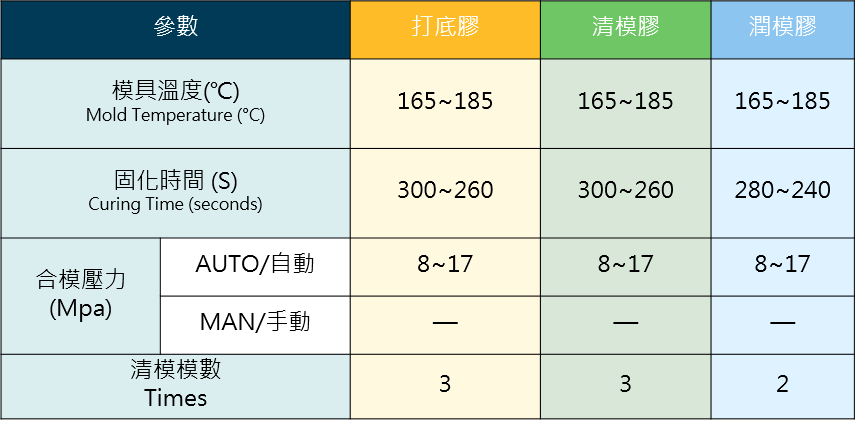
Note: For Towa automatic molds, the recommended CLAMP position is set to 138.2~138.4 mm, at which point the CLAMP pressure will be indicated as 10~13 (units not specified, possibly MPa or kgf/cm², etc.).


-
Packaging and storage
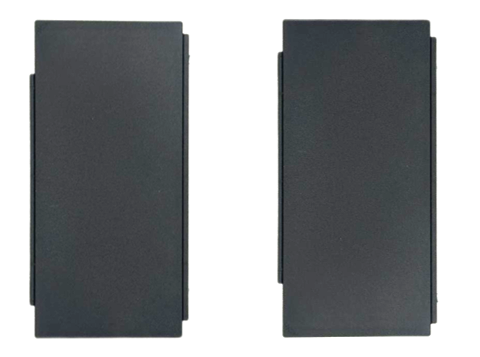
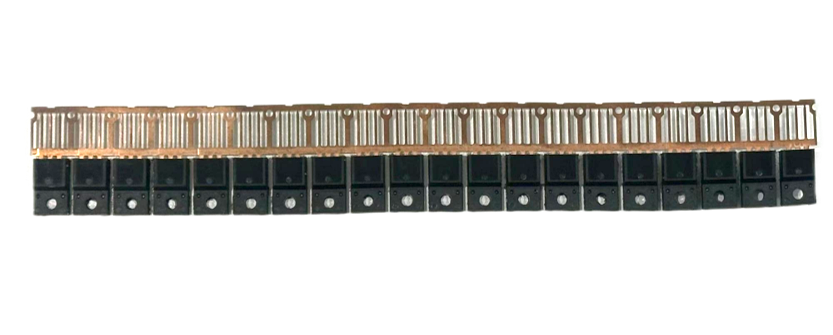
Packaging:
Product Form: Flat sheet shape, cut into strip form, each piece comes with a separator film, net weight 10kg/box.
Storage:
- Store in a cool and ventilated place, ideally with the packaging bag sealed and kept in an environment below 5℃. Place at room temperature for 1 hour before use.
- If the primer glue, mold release glue, and lubricating mold glue are left at room temperature for an extended period, the adhesive may solidify, affecting its fluidity. Therefore, it is recommended to use the product as soon as possible.
- The shelf life of the product is approximately 1 month at room temperature and can be extended up to 15days when stored below 5℃.



|
Possible Issues |
Mold Temperature |
Ejector Pin Pressure |
Curing Time |
Mold Ejector Pin Height |
Number of Cleaning Strips |
|---|---|---|---|---|---|
|
Cured Rubber Adhesion Issue |
↗ |
↘ |
↗ |
↗ |
━ |
|
Cured Rubber Corner Fragmentation Issue |
↗ |
↘ |
↗ |
━ |
━ |
|
No Ejector Pin on the Upper Mold Issue |
━ |
↘ |
↗ |
━ |
━ |
|
Incomplete Curing Issue |
↗ |
━ |
━ |
━ |
━ |
|
Cured Rubber Not Fully Filled Issue |
━ |
↗ |
━ |
━ |
↗ |
Products
Mold Cleaning
Bonding Tool
News
Events
Others
About Us
Overview
Future
Contact Us
Home
1F., No. 16, Ln. 479, Fuxing N. Rd., Songshan Dist., Taipei City 105, Taiwan (R.O.C.)
CopyRight © 2025 MIRAIDO All rights reserved